
24小时服务热线
15867867818
24小时服务热线
15867867818

电 话:13957873721
座 机:0574-87575618
地 址:浙江省宁波市江北区江北大道225号
网 址:www.zjzc-china.com
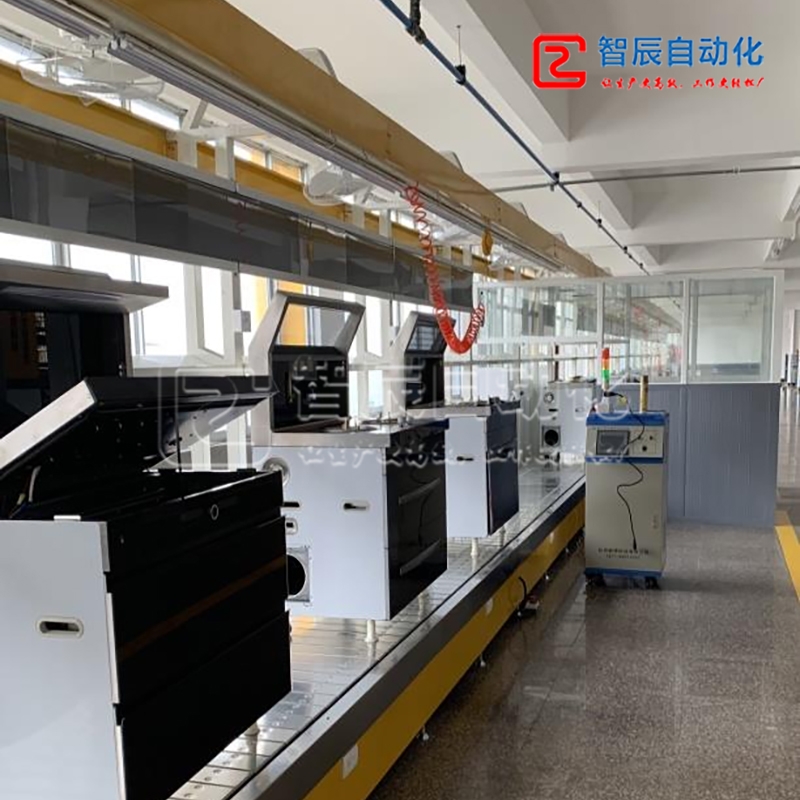
输送线主要是完南京生产装配生产线厂家成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚筒输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车间和包装车间范围内形成了一个既可顺畅到达各个生产位置同时又是封闭的循环输送线系统。所有生产过程中使生产装配生产线用的有关材料、零件、部件和成品的等物料,都须装在贴有条形码的托盘箱里才能进入输送线系统。在生产管理系统发出的生产指令的作用下,装有物料的托盘箱从指定的入口处进入输送线系统。

了解输送物料南京生产装配生产线的外形尺寸、密度,根据外形尺寸选择合适的网孔参数,根据密度计算出单位面积的输送重量,然后选择丝带丝径,支杆强度,链条尺寸(滚筒驱动型不选用链条),选择链板输送。链板输送机的产量与速度直接相关。产量按总负荷和输送速度计算,达到产量的150%为宜。其实也有常规型号的非标链板输送机。一般来说,弯曲链式输送机用于输送密度大、体积大的产品;密度高、体积小的生产装配生产线产品采用铰链链式输送机运输;低密度、高速产品由平顶链式输送机输送。这些链式输送机的常规宽度为200毫米~1000毫米;常规速度为0~15m/min。常规长度为2~30米。

自动装配线的设计生产装配生产线总体目标是用小量的职工完成大的劳动生产。因为手工制作自动装配线的设计因人有所不同的,这就直接影晌到输送管道运作的实际效果和工作效率,最主要制造商选用了机器自动装配线。在自动装配线输送带的实际操作中,装配头对装配件释放的力务必证实配件的恰当联接。有过渡配合南京生产装配生产线厂家的自动装配线输送带装配力的影响因素有:装配前相对位置精密度、装配件倒圆角边沿等边沿情况、装配加工工艺系统软件的不光滑外型、装配加工工艺系统软件的弯曲刚度、联接样子的空隙和相互配合件中间的摩擦阻力等,应依据详尽的系统软件阶段开展测算。

工业化生产中南京装配生产线的生产流水线传送带在持续触碰滚桶的全过程中也一直在持续发热。"这类高溫长期性会造成 输送皮带的作用出現难题,输送皮带的温度能够有最大的極限,一般不超过一切正常的较大 極限。自然,不一样运输带的最大可接纳温度是不一样的,自然环境也是比较有限的,运输带在一个宽阔的地区,它立即曝露在太阳下便会提温,随后在这类状况下,外型的排热速率会比封闭式的生产车间快。即便沒有做到最大的工程验收温度,运输的不断应用也会造成悲剧的危害。自然,制作工艺的运输也必须改善,环氧固化剂的信息内容是一个层面,生产加工辊的生产工艺是不能小看的。在加工过南京装配生产线程中参加增加硫化時间的对策,能够非常容易地确保较高的水准。以便维持运输的作用,提议尽量在室内温度或略低温度的工业生产基本上应用缓冲托辊。

联系人: 陈先生 联系电话:13957873721(同微信)
 | 地址:浙江省宁波市江北区江北大道225号 | ||
 | 15867867818 |  | 0574-87520506 |
15867867818
服务热线


 浙公网安备33020502001328号
浙公网安备33020502001328号