
24小时服务热线
15867867818
24小时服务热线
15867867818

电 话:13957873721
座 机:0574-87575618
地 址:浙江省宁波市江北区江北大道225号
网 址:www.zjzc-china.com
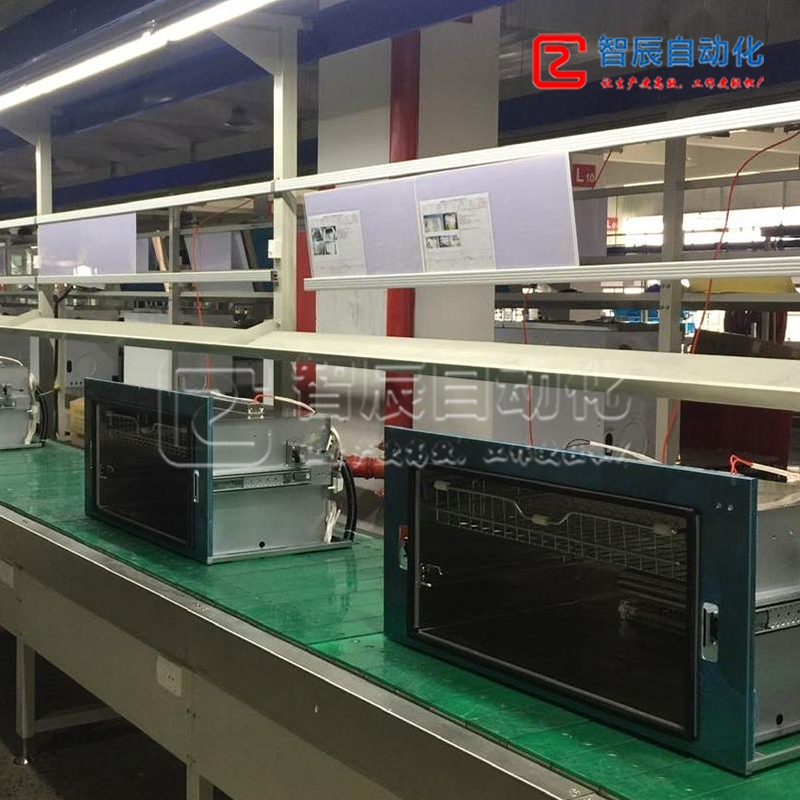
非标自动化生产线是由装配线自动化批发控制系统组成的生产系统,该控制系统通过根据工作顺序连接工作传送系统,一系列自动化设备和辅助设备来自动连接整个或部分产品制造过程。自动化生产线是在装配线的基础上逐步发展起来的,生产线主体的各种机械加工设备可以自动完成预定程序,满足相应的工艺要求,并生产合格的产品。是必需的。为了达到这个目标,可以使用自动运输机和其他辅助设备根据工艺顺序宁波生产装配线自动化批发形成各种机械加工设备。各个组件之间的运动通过气动和电动制动系统进行组合。为了实现规定的程序并执行自动作业,必须考虑自动生产线传输系统与产品配置之间的匹配。在自动化生产线中,您必须注意传动系统和生产线的结构,考虑产品的结构,并且产品与传动系统兼容。

深度和精细维护应由生产装配线自动化专门人员(特殊班次)定期进行。根据启动频率,维护应每两周进行一次。1、检查倍速链链条装配生产线的机头电机、齿箱和专用机器有无松动和异常情况,如发现应及时处理。2、检验倍速链装配线的每条运行轨道是否有弯曲变形,每条扶手、托架等部件的连接螺丝是否松动,链条是否松弛,给予调节。3、检查倍速链链条装配生产线电控箱内的部件、行程开关、电眼及其支腿有无松动或偏移,导电轮有无偏移或损坏,发现及时纠正。4、检验倍速组装生产线宁波装配线自动化批发的链条张紧度,如太松应在机尾调整链条张紧度,以确保合适的链条张紧度。5、检查倍速链条装配生产线的重要传动部件,如链轮、张紧组件、链扣等。是否松动、移位或断开,链板是否弯曲或凹陷。如果是,调整并回到原位,及时紧固。 6、检查倍速链条装配生产线各运动元件运动是否有力、稳定,相应时间是否正常,是否有明显的噪音、异常声音和冲击,气动元件和管路是否泄漏或松动,并进行纠正。

在输送线的各入口处,操作人员按装配线自动化批发照生产计划,把物料按种类装入不同的托盘箱,再通过手持式条形码激光扫描仪把这些托盘箱的条形码输入到生产管理系统中。生产管理系统对收到的每个托盘箱条形码,依据生产调度计划,立即产生一条该托盘箱的生产指令,并放入到生产指令表格中,以便物流自动控制系统查找。每条生产指令内容由三部分组成:该托盘箱上的条形码代码、该托盘箱在输宁波生产装配线自动化送线上的入口位置和出口位置。物流输送线自动控制系统主要利用PLC控制技术,使系统按照生产指令,通过系统的自动识别功能和输送线系统,自动地和柔性地把托盘箱里的生产物料,以最佳的路径、最快的速度,准确地从生产场地的一个位置输送到另一个位置,完成生产物料的时空转移,保证各种产品的生产按需要协调地进行和按需要迅速地变化。保证工厂设备和生产的高效率运行。在这个过程中,最佳路径控制成为物流自动控制系统的技术关键,而系统其他部分则围绕路径控制进行相应工作。

通常把一个流程宁波生产装配线自动化批发中生产节拍最慢的环节叫做“瓶颈“(Bottleneck)。流程中存在的瓶颈不仅限制了一个流程的产出速度,而且影响了其它环节生产能力的发挥。更广义地讲,所谓瓶颈是指整个流程中制约产出的各种因素。例如,在有些情况下,可能利用的人力不足、原材料不能及时到位、某环节设备发生故障、信息流阻滞等,都有可能成为瓶颈。正如“瓶颈”的字面含义,一个瓶子瓶口大小决定生产装配线自动化着液体从中流出的速度,生产运作流程中的瓶颈则制约着整个流程的产出速度。瓶颈还有可能“漂移”,取决于在特定时间段内生产的产品或使用的人力和设备。因此在流程设计中和日后的日常生产运作中都需要引起足够的重视。

联系人: 陈先生 联系电话:13957873721(同微信)
 | 地址:浙江省宁波市江北区江北大道225号 | ||
 | 15867867818 |  | 0574-87520506 |
15867867818
服务热线


 浙公网安备33020502001328号
浙公网安备33020502001328号