
24小时服务热线
15867867818
24小时服务热线
15867867818

电 话:13957873721
座 机:0574-87575618
地 址:浙江省宁波市江北区江北大道225号
网 址:www.zjzc-china.com
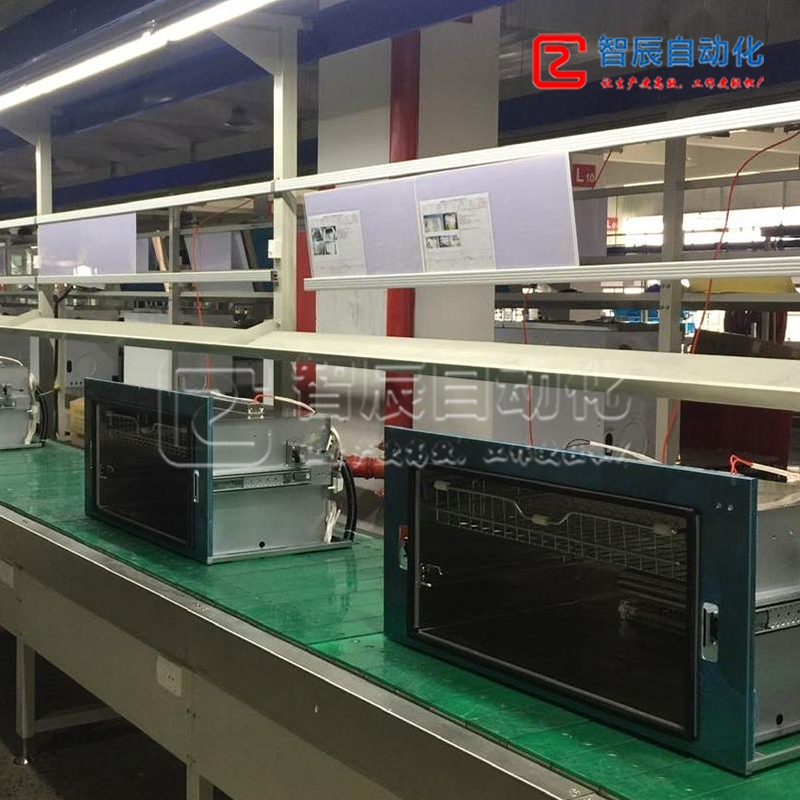
输送线主要是完东莞定制自动化装配线厂家成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚筒输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车间和包装车间范围内形成了一个既可顺畅到达各个生产位置同时又是封闭的循环输送线系统。所有生产过程中使定制自动化装配线用的有关材料、零件、部件和成品的等物料,都须装在贴有条形码的托盘箱里才能进入输送线系统。在生产管理系统发出的生产指令的作用下,装有物料的托盘箱从指定的入口处进入输送线系统。
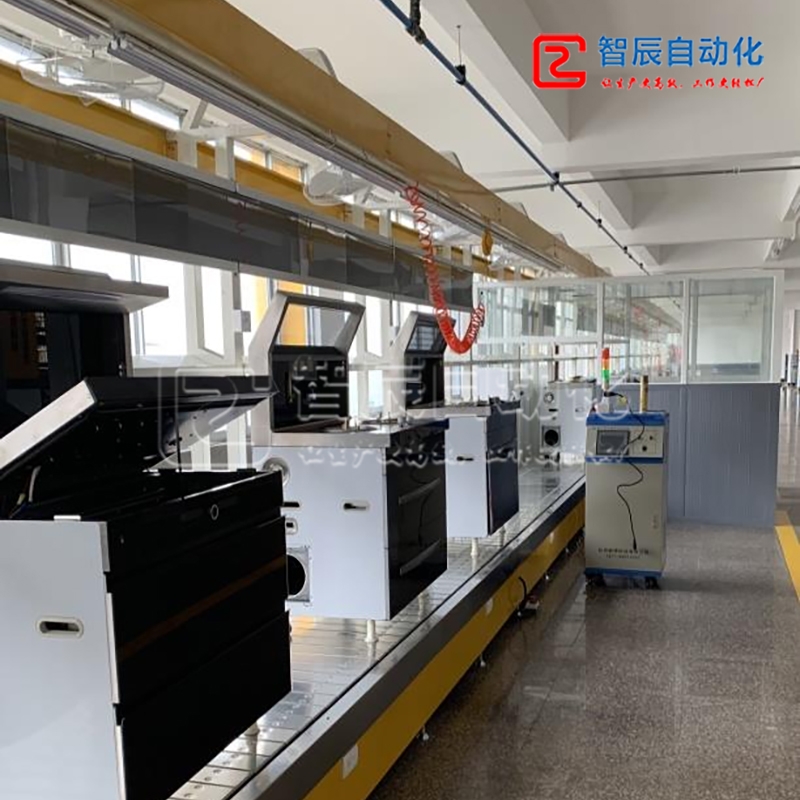
在制造业,根据制造定制自动化装配线业和工艺的不同,加工自动化装配线有多种类型,如自动加工装配线、自动装置装配线、自动喷涂装配线、自动焊接装配线、自动电镀装配线等。其间典型的有两种:一种是机械零件加工工业中运用的自动加工装配线,另一种是自动装置装配线,用于各种产品的后期装置生产。这两种加东莞自动化装配线厂家工自动化装配线有不同的运用场景规划。在自动加工装配线中,它们更适宜于零件规划比较老到,需求很多生产的情况,有多种加工工艺,如铣削、钻削等类似的回转切削工艺。在这个场景中机械加工自动化装配线的优势。

在可编程控制器还东莞自动化装配线没有发明出来时,生产过程及各种设备的控制主要是继电器控制系统。继电器控制简单、实用,但存在着明显的缺点:设备体积大,可靠性差,动作速度慢,功能少,难以实现较复杂的控制特别是由于它是靠硬连线逻辑构成的系统,接线复杂,一旦动作顺序或生产工艺发生变化时,就必须定制自动化装配线厂家进行重新设计、布线、装配和调试,所以通用性和灵活性较差。生产上迫切需要一种使用方便灵活、性能完善、工作可靠的新一代生产过程自动控制系统。

通常把一个流程东莞定制自动化装配线厂家中生产节拍最慢的环节叫做“瓶颈“(Bottleneck)。流程中存在的瓶颈不仅限制了一个流程的产出速度,而且影响了其它环节生产能力的发挥。更广义地讲,所谓瓶颈是指整个流程中制约产出的各种因素。例如,在有些情况下,可能利用的人力不足、原材料不能及时到位、某环节设备发生故障、信息流阻滞等,都有可能成为瓶颈。正如“瓶颈”的字面含义,一个瓶子瓶口大小决定定制自动化装配线着液体从中流出的速度,生产运作流程中的瓶颈则制约着整个流程的产出速度。瓶颈还有可能“漂移”,取决于在特定时间段内生产的产品或使用的人力和设备。因此在流程设计中和日后的日常生产运作中都需要引起足够的重视。

食用油包装生东莞定制自动化装配线产线表面平整光滑,无死角,坚果孔配有保护塞,不易进尘,更干净。充填采用电机升降式结构,不同规格充填时直接在触摸屏上调节充填头高度,一键完成,无需人工重复定位调节,更加方便。大型食用油灌装生产线的灌装体平台采用独特的斜集油设计,清洗更加方便彻底。引进PLC程控和彩色触摸屏控制,充填控制系统更加可靠。保证设备整体运行稳定可靠。灌装头定制自动化装配线安全可靠,是一种适用于食品和脂肪类食品的软管,耐热、耐油、无毒、柔软、使用方便,适用于运动部件的配管,透明度高,能确认材料,可靠。

检查托辊横向中心东莞定制自动化装配线线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的定制自动化装配线轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。

联系人: 陈先生 联系电话:13957873721(同微信)
 | 地址:浙江省宁波市江北区江北大道225号 | ||
 | 15867867818 |  | 0574-87520506 |
15867867818
服务热线


 浙公网安备33020502001328号
浙公网安备33020502001328号